ArtCAM обучение
2016-09-02
ArtCAM обучение представляет собой мощную программную среду для обработки изображений, построения рабочих моделей и экспорта управляющих программ непосредственно на станки с ЧПУ. ArtCAM содержит множество инструментов, необходимых как дизайнеру, так и оператору станка. Строго говоря, граница между «художником» и «фрезеровщиком» при работе с ArtCAM очень сужается, так как дружественный интерфейс позволяет даже неподготовленному пользователю с успехом выполнять сложные задачи.
Однако во избежание лишних ошибок и долгого самостоятельного поиска, следует ознакомиться с нижеследующими рекомендациями по подготовке управляющей программы для изготовления резного панно на фрезерном станке с ЧПУ. Резное панно из дерева рассмотрено здесь в качестве примера – принципиальная логика и последовательность шагов при изготовлении иных изделий будут такие же.
ArtCAM обучение это составление управляющей программы
Процесс производства изделий на современном автоматическом оборудовании условно делиться на два этапа: создание управляющей программы и непосредственно изготовление. Укрупнённо, алгоритм первого этапа выглядит следующим образом:
Пошаговая инструкция
В основном окне программы ArtCAM необходимо создать новую модель, указав её размеры и разрешение (для качественной модели требуется порядка 10 млн. пикселов).
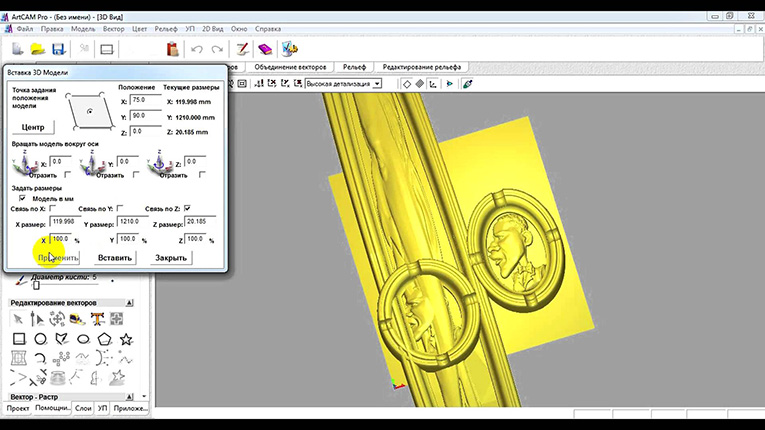
Далее производится импорт готового 3D-изображения (в нашем примере это рельеф панно из файла формата *.stl) во вновь созданную модель. Импортируемый массив должен устанавливаться по центру модели.
Высоту относительного расположения рельефа (координату Z) следует указать нулевую. Длину и ширину новой модели (координаты Х и Y) необходимо «подтянуть» к размеру рельефа, оставив с краёв припуск (не менее 10 мм) для черновой обработки торца заготовки.
Теперь фактическую высоту рельефа (величину Z) следует выбрать равной (или меньшей, но не больше!) толщине заготовки. При этом «связь по Х, Y» следует отключить, иначе значения координат автоматически пересчитаются при изменении величины Z.
Для правильной обработки краёв заготовки необходимо задать величину уклона стенок (в зависимости от типа используемой фрезы, уклон выбирается в пределах 11-14 град.).
Далее рекомендуется создать вспомогательный двухмерный рисунок рельефа.
На отдельном слое необходимо указать расположение перемычек, то есть создать виртуальный крепёж, который схематично отображает удерживающие струбцины на рабочем столе станка. При этом в основном окне 3D-модели перемычки должны отображаться в виде объёмных усечённых конусов.
Теперь необходимо выбрать ограничивающие зоны для каждого этапа фрезеровки (черновых и чистовых проходов). Для чистового этапа разграничение зон делается с целью не допустить касания хвостовиком фрезы слишком выступающих (ступенчатых после черновой обработки) деталей рельефа, а проходить их постепенно, с оптимальной стороны. Размер отступов будет зависеть от характера резьбы в каждом конкретном случае. Получившееся изображение для каждой из зон следует проконтролировать в окне основной 3D-модели – в случае необходимости внести изменения.
Теперь можно создать траекторию чернового прохода фрезы (по координате Z). Необходимо задать область обработки, нужную зону и тип фрезы. Также следует указать параметра материала заготовки, её толщину, нулевую точку (по Z), припуск на обработку и «зону безопасности» (для вспомогательного перемещения фрезы без риска столкнуться с элементами рельефа – примерно 10 мм сверх толщины заготовки).
Второй этап черновой обработки необходим для более тонкой обработки (с другим типом фрезы) – особенно в углублениях, куда не смогла попасть «черновая» фреза большого диаметра – и удаления ступенчатой формы рельефа. Траектория второго чернового прохода рассчитывается аналогично – необходимо выбрать область обработки и задать меньший припуск (указав тип фрезы соответствующего диаметра).
Подобным же образом рассчитывается и траектория чистовой обработки. Величина припуска на данном этапе – нулевая. В случае если зоны чистовой обработки были разграничены, соответствующие траектории здесь можно объединить – как и требовалось, фреза будет двигаться в рамках одной программы, но в разных направлениях.
Для оценки правильности вычисленных траекторий следует провести визуализацию обработки. ArtCAM проведёт «виртуальное фрезерование». Если в управляющей программе (УП) выявлены ошибки, можно вернуться к предыдущим шагам и внести необходимые исправления.
Для экспорта созданной УП на фрезерный станок, необходимо сохранить данные в отдельном файле (формат .CNC). При сохранении в диалоговом окне («Формат выходного файла УП») необходимо выбрать из списка нужный постпроцессор – специальный файл с индивидуальными характеристиками под конкретный станок. База данных ArtCAM содержит множество постпроцессоров, охватывающих большинство моделей фрезерных станков.


